2025年焊工每日一练《中级焊工》2月23日专为备考2025年中级焊工考生准备,帮助考生通过每日坚持练习,逐步提升考试成绩。
判断题
1、焊接电缆用一跟整的为宜。如需接长,接头不宜超过四个。()
答 案:错
2、聚乙烯管道焊接时必须防范不良气侯影响。()
答 案:对
3、两种母材金属性能差别较大时,接头的焊后热处理并不能减少焊接应力,而只能使应力重新分布。()
答 案:对
4、高处焊接与热切割作业使用梯子时,两人可在一个梯子同时工作。()
答 案:错
单选题
1、国产埋弧焊机中,采用变速送丝方式的是()。
- A:MZ-1000
- B:MZ1-1000
- C:MZ3-500
- D:MZ2-1500
答 案:A
2、()不是焊接缺陷返修次数增加引起的不利影响。
- A:引起裂纹等缺陷
- B:焊接应力减小
- C:会使金属晶粒粗大
- D:会使金属硬化
答 案:B
3、属于破坏性检验的是()。
- A:宏观(外观)
- B:拉伸性能
- C:卷边切除检查
- D:卷边背弯试验
答 案:B
4、电阻的单位是()。
- A:欧姆
- B:安培
- C:伏特
- D:焦耳
答 案:A
多选题
1、塑料不同于金属,温度一定,对塑料施加一恒定应力,经一定的时间后,塑料产生了三部分应变( )。
- A:弹性应变
- B:受阻的弹性应变
- C:粘性应变
- D:塑性应变
答 案:ABC
2、根据安全生产法,从业人员享有的五项权利是:()权。
- A:知情、建议权
- B:拒绝违章指挥权
- C:休息权
- D:批评、检举、控告权
- E:保险外索赔权
- F:遇险停撤权
- G:休假权
- H:反对权
答 案:ABDEF
3、影响爆炸极限的因素主要有()。
- A:爆炸性混合物温度B压力
- B:含氧量
- C:火源能量
- D:容器直径
答 案:ABCDE
4、电流通过人体的()这些途径最危险。
- A:心脏
- B:肺脏
- C:中枢神经系统
- D:四肢神经系统
- E:脾脏
- F:肾脏
答 案:ABC
主观题
1、下塌与焊瘤有什么区别?它们有什么危害?
答 案:下塌是指穿过单层焊缝根部或从多层焊接接头穿过前道熔敷金属塌落的过量焊缝金属。焊瘤是指焊接过程中,熔化金属流淌到焊缝之外,未熔化在母材上所形成的金属瘤(其中常伴有群孔缺陷)。下塌和焊瘤常伴有未焊透或缩孔。管子内部的下塌或焊瘤,除减少管子内径尺寸外,还可能在运行中脱落,造成堵塞。
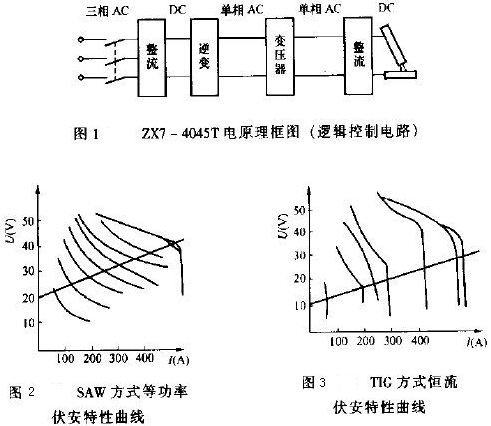
2、简述ZX系列逆变弧焊整流器的结构、工作原理及电流调节。
答 案:该焊机是一种可控硅逆变式多功能直流弧焊机,特点是小型、重量轻、高效、节能、电弧稳定、飞溅少、焊接工艺性能好等。此焊机适用于手工电弧焊、TIG焊、碳弧气创、螺柱焊,能多台并联使用。还备有遥控盒,可远距离调节焊接电流。(1)焊机构造。机芯主要由三相桥式整流器、串联可控硅的逆变器、中频变压器、电控器、单相全波整流器及逻辑控制板等组成。(2)工作原理。此焊机工作原理基于频率变换原理,其电路见图1。输入工频三相交流电,经三相桥式整流器整成直流,又被一可控硅串联逆变器转换成0.4~5kHz的交流电,再经中频变压器降压、整流、滤波、输出直流。通过逻辑控制电路,实现整机闭环控制。对于手工电弧焊,提供优良的等功率外特性(见图2)和热引弧功能,与传统的下降特性比较,对电弧长度变化不敏感,可保持适当的焊接温度和热输入,容易控制焊接熔池。对TIG焊,可提供恒流特性(见图3)。同时,逻辑电路可提供程序控制、整机保护和良好的电网波动补偿能力(±10%)。
 (3)焊接电流的调节。电流调节分为两档,粗调和细调。粗调可调节面板上的电流分档开关(禁止带负载切换)。细调可调节面板上的输出电流调节旋钮,远距离施焊,细调应用遥控盒调节。
(3)焊接电流的调节。电流调节分为两档,粗调和细调。粗调可调节面板上的电流分档开关(禁止带负载切换)。细调可调节面板上的输出电流调节旋钮,远距离施焊,细调应用遥控盒调节。
3、怎样堆焊轴承钨金瓦?
答 案:局部脱落的钨金瓦堆焊方法如下:(1)把脱落的钨金彻底清除。(2)准备好氯化锌、锡条(锡30%、铅70%或锡50%、铅50%)和钨金条。(3)将轴瓦放入碱水中(10%苛性钠或苛性钾)煮5~10min后用清水冲洗。对大轴瓦,也可用热碱水刷洗,再用清水冲洗,然后用钢丝刷将瓦面刷干净。(4)用氧化焰把瓦面烧一遍,以清除残留的石墨和油垢,然后用中性焰或微碳化焰加热瓦面挂锡。挂锡的过程:加热到300℃左右时,将氯化锌涂在瓦面上,用锡条摩擦加热面,锡溶化后薄薄地覆盖于瓦面,直到全部表面挂匀为止,挂上的锡呈暗银色。(5)挂锡后接着堆焊钨金。若脱落面积大,应分成若干小块,一块块地堆焊,连成整体。先加热挂锡后的瓦面,并用钨金条摩擦。钨金熔化并能与锡熔在一起时,即可填加钨金,同时向前移动。第一遍不宜太厚,以后用同样方法堆焊,直到厚度符合要求。挂锡和堆焊钨金时,一定要控制好温度,切忌过热。(6)进行切削加工。
精彩评论